Oil Country Tubular Goods

Heating Induction Services, Inc. manufactures a complete line of induction machinery for Oil Country Tubular Goods (OCTG) products. OCTG machines have been a core process we have specialized in for 20 years. Our systems are extremely reliable and fit well into a typical 24/7 pipe manufacturing operation. We have several specialized products for the various heat treating processes associated with OCTG Industry.
OCTG Pipe Heat Treating: Better known as Quench & Temper Lines:
Austenitizing, Quench and Temper lines with Induction are one of the Core Aspects of our Business.
With the increased use of various alloys in pipe manufacturing and with widening product ranges, it becomes critical to have 1 pipe heat treat line capable of multiple product ranges. We accomplish this by incorporating our Auto frequency tuning Ultra-Match 3 power supply. The UM3 has the ability to be frequency programmable per coil (based on touch screen recipe) requiring ZERO operator adjustments within the machine. This allows a pipe heat treat line to be setup for optimum frequency to get the perfect temperature of thick wall upset ends blended with thinner wall pipe body. Thus creating the most homogenous longitudinal temperature produced with induction.
Many customers still insist on Gas tempering, however, In all cases induction should be used to increase the gas oven throughput but doing Induction Pre-Temper. A process by which we bring the pipe up to a temperature just below the finish temper temperature. Feeding the Gas oven with Pretemper pipe greatly increase throughout capacity.
- OCTG Heat Treat Line
Post Weld Heat Treating Process (PWHT):
The 3-core induction processes involved in PWHT are: Stress Relief, Austenitize & Quench and Temper.
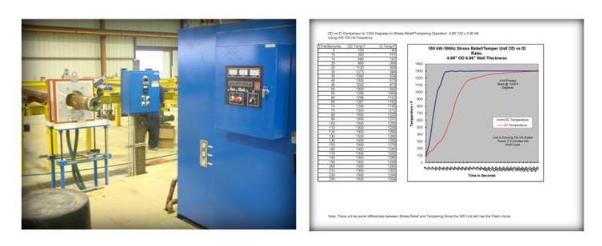
With the increased usage of heavy weight drill pipe it is critical that the ID equalizes in temperature with the OD. Since a common method to determine the pipe temperature is with a non-contact IR monitor sighting on the surface it becomes critical to ensure the ID matches the OD. The best method of thick wall equalization is using a 100 Hz frequency because of the large depth of penetration at 100Hz frequency. The frequency has become industry standard for the stress relief and tempering processes. 100Hz coils are compressed and held together with tie rods because vibration at that frequency will break the coil apart. Heating Induction Services, Inc. is the only company supplying a solid state induction 100 Hz power supply which is ideal for heavyweight drill pipe and also standard API drill pipe.
The Austenitizing process is done with 1 kHz because a very narrow hardening band (typically a single turn inductor) is required right at the weld seam. 100Hz can not be used on a single turn inductor because there is no way to support the turn and keep it from breaking the braze joints apart.
Stress Relief and Tempering:
100 Hz Stress Relief or Temper System, Compression Coil, Elevation Table, PID Temperature Control Loop Capable of (+/-5F Maintained) over entire Dwell Cycle with Digital Chart Recording and Storage.
Austenitizing with Quench:

1kHz Austenitizing System with Quench, Single Turn Inductor Coil, PID Temperature Control Loop Capable of (+/-5F Maintained) over the entire Dwell Cycle with Digital Chart Recording and Storage as well as Push Back System for Quench.
Drill Collar Heat Treat Systems:

Drill collars are typically solid round bars of 4145 carbon steel. The bars are then quenched and tempered in a heat treatment process to attain the required metallurgical properties and hardness for drilling. Once heat treatment is complete, a hole is machined through the bar in a coring/honing process known as trepanning. After the trepanning is complete, the ends are threaded which makes the connections. The end result is a drill collar. Temperature regulation is critical to achieve the correct heat treat properties. We have a unique PID control loop handshake that passes off the temperature regulation from one sensor to another within a coil to maintain temperatures of +/- 5 degree C.